
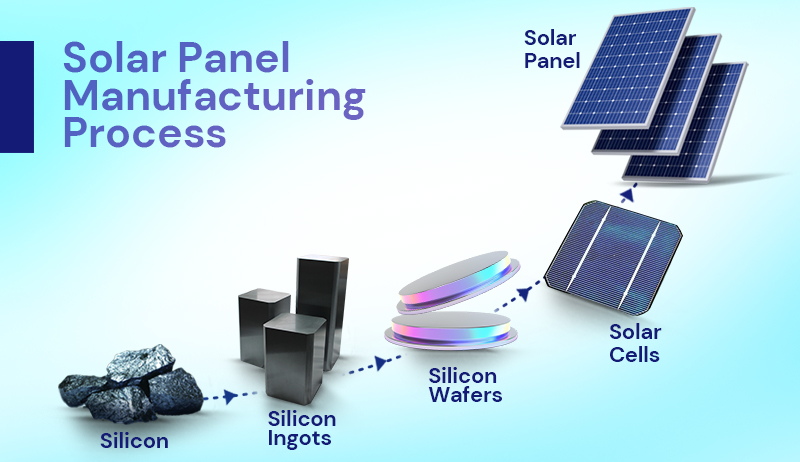


The post Solar Panel Manufacturing Process In Australia appeared first on Cyanergy.
https://cyanergy.com.au/blog/solar-panel-manufacturing-process-in-australia/
 Did Jennifer Lawrence really say this? I hope not, because it’s complete stupidity.
Did Jennifer Lawrence really say this? I hope not, because it’s complete stupidity.
People who didn’t criticize Hitler, Mussolini, or the dozens of other fascist dictators as they were rising to power merely ushered them into a position in which they could destroy the lives of millions of innocent lives.
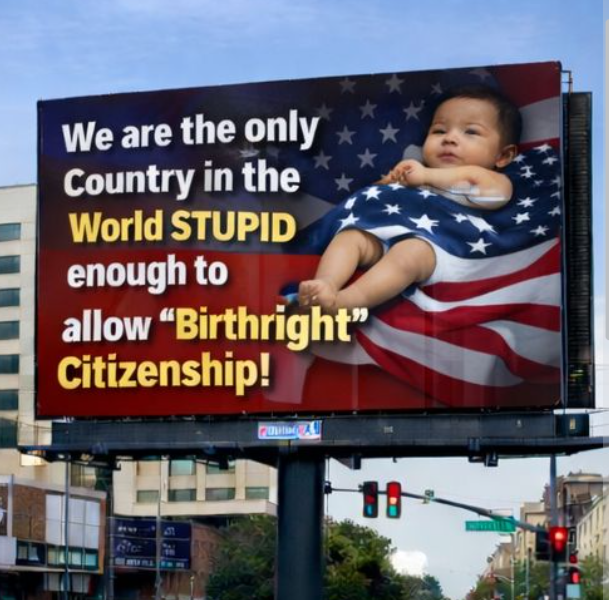 The author of the meme at left writes, “We’re the only ones.”
The author of the meme at left writes, “We’re the only ones.”
This is completely incorrect, not that you care about facts and truth. Over 30 countries, primarily in the Americas, offer unconditional birthright citizenship, granting citizenship to almost anyone born within their territory, regardless of their parents’ status.
 For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
That’s ~30 million voters who regret their choices, out of the common American.
Add in the Tucker Carlsons of the world.


-
Climate Change8 months ago
Guest post: Why China is still building new coal – and when it might stop
-
Greenhouse Gases8 months ago
Guest post: Why China is still building new coal – and when it might stop
-

 Greenhouse Gases2 years ago
Greenhouse Gases2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change2 years ago
Bill Discounting Climate Change in Florida’s Energy Policy Awaits DeSantis’ Approval
-

 Climate Change2 years ago
Climate Change2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change Videos2 years ago
The toxic gas flares fuelling Nigeria’s climate change – BBC News
-

 Renewable Energy6 months ago
Renewable Energy6 months agoSending Progressive Philanthropist George Soros to Prison?
-

 Carbon Footprint2 years ago
Carbon Footprint2 years agoUS SEC’s Climate Disclosure Rules Spur Renewed Interest in Carbon Credits