
Weather Guard Lightning Tech

FibreGlast and Bergolin: Pioneering UV Resin Systems for Blade Repair
Allen and Joel speak to Michelle Bonnett from FibreGlast and Marvin Hirdler from Bergolin about their new UV-cured resin systems for repairing wind turbine blades. These UV resins allow for faster repairs in cold weather conditions when standard epoxy resins cannot cure properly. They’re a game-changer for extending the wind turbine blade repair season and increasing technician productivity. Visit FibreGlast and Bergolin!
Sign up now for Uptime Tech News, our weekly email update on all things wind technology. This episode is sponsored by Weather Guard Lightning Tech. Learn more about Weather Guard’s StrikeTape Wind Turbine LPS retrofit. Follow the show on Facebook, YouTube, Twitter, Linkedin and visit Weather Guard on the web. And subscribe to Rosemary Barnes’ YouTube channel here. Have a question we can answer on the show? Email us!
Pardalote Consulting – https://www.pardaloteconsulting.com
Weather Guard Lightning Tech – www.weatherguardwind.com
Intelstor – https://www.intelstor.com
Allen Hall: Welcome to the special edition of the Uptime Wind Energy podcast. I’m your host, Allen Hall, and I’m here with my co host, Joel Saxum. We’re still in San Diego at ACP OM& S, and we have run into a bunch of new technology while we’ve been at the show, and one of them is UV cured resin systems, because when it’s cold outside, You really can’t use standard epoxies and it’s cold in most of America and the world right now.
Yeah. So all repair businesses essentially shut down until it gets to about 50 degrees Fahrenheit which could be a while, particularly in the Northern latitudes. So we run into Marvin Hirdler with Bergolin and Bergolin has a new product in the UV space and also Michelle Bonnett with FibreGlast.
And I have worked with, I’ve purchased some FibreGlast material, UV care material. And it’s really awesome, actually for some projects that we were working on. This, I really want to just touch on the UV space because there hasn’t been a lot of UV resin applications in wind. We had touched From aerospace background.
We have used it there but in the wind world, we haven’t, which is crazy because we our season is so short, the repair season’s crazy. Sure. And you’re up tower and yeah, tower and access is tough. It’s really hard. But these new UV resin systems are magical. It’s crazy good. And as, as a, as someone who’s tried it, it’s amazing.
It’s amazing, and I’m surprised we haven’t done this years earlier, but it’s, it’s finally coming to market. I want to talk about this, the one I use first, which is the FibreGlast repair patch. So Michelle, maybe you can introduce yourself a little bit, but you guys, FibreGlast is based in Ohio, right?
So you’re a U. S. based company, and FibreGlast does all kinds of things, fiber related, resin related, you’re like a resource.
Michelle Bonnett: Yes. Correct. Where we’ve been in business for about 65 years where our website is fibreglast.com. We sell to a guy in his garage doing a small repair to a lot of large companies in the aerospace automotive.
And of course wind. We Work predominantly with small quantities. We ship them very fast. If you order before two 30 Eastern time, they ship same day. So it is imperative in the wind industry to get those products out quick. We teamed up with a company called SunRes that has been an industry leader in UV for about correct me if I’m wrong, but around 30 years.
And recently got GE approved UV prepreg. So it’s a 300 by 700 millimeter patch. It comes in UD1000, Biax 806, and the Combi 900. It is a vinyl ester resin. That is cured UV. You can typically lay up about 10 layers. Very easy patches that you can build very quickly, get it up to the blade and apply.
Joel Saxum: One of the things I want to touch on that you said there, and this is super important for the space, right? Anybody that’s an ISP, blade repair, that’s listing, or an asset owner, is that it is GE approved. Yes. Because I know we were at Blades USA, and we were all talking through some of these new UV cured systems, and that was some of the ISP saying this is great.
We can take A project that normally would take us six hours to let some cure and do some layering. Now it takes us ten minutes. That’s a game changer for everybody, right? And in different weather conditions, which is even better. But, is it approved? Can we use it on specific blades? Will the OEM still, honor warranties or things like this?
That was one of some of the big questions. And to say that product is GE says, yes, good to go. That’s huge. That’s not just social proof. That’s technical proof. We can use these products in the field and trust them.
Michelle Bonnett: Correct. And we do carry a non hazardous. It’s an accolade, a modified accolade epoxy.
In these 12 by 12 patches, chopstrap mat and the combi 900 as well. Those are currently with G. E. And testing to get that non hazardous approved. Yeah, FibreGlast is really good. We’re all hazard trained. ship dangerous goods, we overnight stuff when needed. And so these hazardous patches can be shipped for an expense.
The non hazardous is a game changer because it takes that money away and lets us ship overnight without any additional costs. It is with currently with GE, they are testing to make sure, but you really won’t see any type of difference in strength properties all of that. So it should be.
As quick as GE can get approved fairly quickly. So that’s one of the things that we’re working on, but we do carry the 12 by 12 patches as well as those approved hazardous 300 millimeter by 700 millimeter patch.
Allen Hall: And that, that, that patch you buy, since I purchased this thing, it comes in a sort of four line pouch that it’s all ready to go.
You open the pouch, you slide the patch out, you apply it to the Turbine blade, roll it in, kick it off if you need to. It has a plastic, a clear plastic coating on it, so it hardens on the surface. That’s one of the things that everybody, I think, needs to know, right? Is that you, there is a plastic coating over top of the material, so that it doesn’t oxidize and remain sticky.
It’ll cure out all the way perfectly, which is really simple to use. I, even, electrical engineer me, was able to do it. But it is one of those things it’s a little bit different than maybe a standard epoxy. But It’s really simple. If I had to do a quick repair out somewhere in January or February on a wind turbine, that’s what I’m using, because I can do it.
Michelle Bonnett: And that the hazardous material comes with and everything’s color coded. So you have a black plastic lining that you would initially take off to put on the blade followed by a P. E. T. Clear that remains on there because it is a vinyl Lester. So it does need that airless skin, airless finish.
And then it has an orange an orange material that is UV blocking. So what that allows you to do is apply however long it takes you to apply. Then you remove that orange film and bam, that’s when the sun hits. Now, we really recommend the L. E. D. U. V. Lamps. Even out in the field where the sun is present when you’ve got sun out and that what that does is it just, it cures a little quicker.
So we’re talking instead of five to 10 minutes, you’re talking three to five minutes. But it also gives you that consistency. You can make sure that it’s cure. Sometimes if the sun doesn’t quite hit or you get a cloud or something like that might happen, you might not get consistent UV. And so that lamp is important.
Joel Saxum: So let me ask you about that lamp. Now I’m just like from an operational perspective, right? If people are on ropes or in a, in a basket or something, that’s a different story. But what are this, what size is this? What are those? Are they? No, the lamp itself. Oh, the lamp itself, I don’t know why they got to work with that tower.
It’s about 10 by, I think 10 by 12, it’s, it is fairly small.
Michelle Bonnett: You hold it about 13 feet from from the The cure itself. Thirteen feet? Oh, sorry, thirteen inches. Oh, I was like, how are you going to do that? Thirteen feet! You’ve got some really long arms. What I love about it is it has very different mounting capabilities.
So you can either strap it to hold it does have some handles that you can use. Okay. There’s just different ways and different methods that you can use to strap it onto something or secure it to someplace.
Joel Saxum: So if you’re on ropes, it’s not too bad to just take it with you.
Michelle Bonnett: Correct. Yeah, it would hang off of a, a belt.
It’s really lightweight.
Allen Hall: Okay, perfect. So the magic to this is that the UV light is triggering a chemical reaction. It’s breaking some bonds or triggering some bonds so that it starts to, the material warms up itself, it self heats and self cures, so it’s like having a heat gun without having a heat gun.
Using a lamp to trigger the heat in material, and boom, it cures out. It’s magical. Yeah, let’s find a watch and play with.
Joel Saxum: Yeah, and that’s the game changing is right something like we said earlier That would be six to eight hours between layers between top coat and all these different things now Ten minutes because it’s cured hard.
Michelle Bonnett: The best part about it is humidity levels Temperature none of that is important It just takes that out completely.
We had done some testing when we first started carrying this material and we were in 30 degrees, just sat it out on a picnic table, five minutes, it was cured, completely cured. 30 Fahrenheit, right? Yeah, 30 Fahrenheit.
Allen Hall: So in the, let’s, I want to touch on this just for a brief moment. When we say hazardous and non hazardous, what we’re saying is polyester hazardous.
It’s the odor of the thing. It has a certain odor to it. If you’ve been around polyester and the standard. Non hazardous, which is epoxy, has really no smell to it. No smell to it at all.
Michelle Bonnett: Yeah, a lot of the demos that we’ve been doing at some of the different shows are very much inside a hotel and you just can’t have, yeah, you just can’t have that vinylester, polyester, the styrene smell that everybody’s aware of.
Joel Saxum: Right from the booth every once in a while, we’re there and we go, oh, wow, what is that? They cured it and they’re hitting it with a hammer. Yeah, whacking it with a hammer.
Allen Hall: Yeah, it’s amazing material. And I want to start talking about the burgundy material because this is something new too. Yeah. And Bergolin is based out of what country?
Marvin Hirdler: Germany. Based in Germany. We’re working in WIND over 20 years already. Yes. We are from the coding side. We started with J codes, fillers, top codes, LEP systems. Yep. In the manufacturing side, for sure. And then, I would say three to five years ago, we started also going into blade repair business.
Yeah. Because, yeah, the OEMs are asking for it. We need a different solution. Same application or different application methods has to be faster, easier to apply, robust access, platform, whatever you have. So this was the reason we started going into the blade repair. And last year or one and a half years ago, we started thinking about UV materials.
So we started manufacturing not only, but also developing a UV filler first. So this was the first material we launched into the market not only for blade repair, but also for other composite repairs.
Allen Hall: Okay, so avoid leading edge damage or something to fill in the little bumps and the bruises.
Okay.
Marvin Hirdler: And yeah, especially the good thing with the UV material is always you have a single part material. You don’t have to mix anymore. You don’t have to. True. Yeah. The chrome wife goes away and all the mixing goes away.
Allen Hall: The mixing nozzles and all the craziness involved with that. Yeah.
You’ve seen errors. You just gotta keep it. There’s so many errors with the mixing nozzle. Just keep it dark. Make sure the sun doesn’t get in there. But it’s not that sensitive to light. The Birkeland material is very narrow frequency, light frequency, to make it trigger.
Marvin Hirdler: Exactly. So we have found a way to integrate a UV blocker inside the material.
So if you apply this material, the filler and the resin too, it’s the same chemistry in the sun directly, it will not cure without the curing lamp. So you can do it in the sun. Depending on the UV index, you will have an amount of time. So with a filler, for example, when we have a very high UV index, we tested it here in Texas last year.
UV index 9, 100 degrees Fahrenheit. And you still have three minutes to apply the filler, probably in the sun. Wow. Okay, and then you put the uv lamp on top and then it starts curing.
Allen Hall: Okay, so in the other piece to the burglar material, which is called i’m going to get this right Burgle lead.
Yeah for led Bergl is it BergoLED? Yeah, it’s BergoLED. Yeah, you can BergoLED Okay. All right. So it’s a speed resin I think is how we would say in america speed resin. That’s what’s going to stick is it’s it has a color to it So we apply the resin so you have dry fabric from FibreGlast and you’re applying the resin to It’s red or a pinkish color.
Yeah. Yeah, so the UV light when you kick it off turns it clear So exactly what are you doing? I think this is the problem that everybody’s worried about when I do 5, 8, 10 layers of repair. How do I know I got the UV down to that last layer? With the tinting part of it, that eliminates that as a question.
Yeah. It just changes colors.
Marvin Hirdler: Especially when we’re doing it in blade repair, we were not aware how easy it would be to test if all the layers cured through. It’s easy testing with epoxy, you go ahead, the curve of the temperature and everything. You don’t have that with the UV material.
It’s not getting hot or whatever. So we found a way. This is yeah, an initiator from a different industry and we use it normally for floor coatings. Because they doing the same thing with the UV stuff and it’s first blue or red and then they see if it’s cured or not It’s colorless afterwards.
Okay, so we use the same thing this is cool.
Joel Saxum: Okay, it’s So they make this product for like at Home Depot. You can buy it not the same product no, same concept. It’s a like putty You’d fill nail holes within the wall, right? And when you put it on it’s pink and when it dries better It drives white.
Oh. It’s just, it’s, but it’s genius. I always buy it when I need it because I want to know when the job is done. Exactly. And then you see all these little pink dots all over the place and in 10 minutes they all turn white and you’re like, all right, we’re good here. We can paint over it. Oh, okay. It’s slick.
Slick as hell.
Marvin Hirdler: Yeah, just make it easier, especially for the text to see directly in visual if it’s cured or not. So this is something we figure out. It’s the same with the putty or the putty too. So we have also the same idea. First red, then colorless after curing. So just make sure you can do a repair, the whole repair with just visual looking, okay, it’s cured or not.
Joel Saxum: I think that there’s something important here to touch on. So cost of poor quality, COPQ as it’s called in business, is a huge thing in the wind industry because The engineers are not on the blades and they’re the ones that have to look at the repairs to make sure they’re well done. Your blade text, that’s the front line.
That’s the people you have to trust. But what happens of course in the world as people who listen, know this, you’re in the field, you’re taking pictures, putting together repair reports, all this stuff, and then that gets sent to the back office or sent to the client. They have to approve it. And, or you may have to come back up.
Sometimes it’s live where they’re taking pictures right now and someone’s looking at them remotely to make sure the repair is done properly. And what you guys are doing is engineering a, now a product. Of that process, you’re dummy proofing it. Yeah. This is the idea, right? It was red, it’s clear now.
Yeah, you are good to go. There’s no approval needed. Is.
Allen Hall: Just think about it, all the porcelain. Yes, I know. The temperature outside, the humidity outside, and all of that. And then, obviously, bring water or something to cure out before they start playing the top coat to it.
Joel Saxum: Yeah, I mean, it’s the solution that you’re putting forth for solutions.
Is part of the solution for scaling the wind technician fleet of people?
Allen Hall: Yeah, we need to extend our window. The technicians are essentially sitting on the sidelines for six months out of a year. Yeah, that’s crazy. We need to put the guys back to work and to start fixing blades because, and especially at this conference where you walk through the halls here and start talking operators, everybody, cause it’s February, everybody’s got huge blade issues.
They got a lot of blades. Can they even get them all done this year? The season’s short. They’re trying to schedule people’s, not enough technicians. If you just double the amount of time you have to go and do some of these things makes life a lot easier.
Joel Saxum: And you’re cutting down on the time on Blade and on project.
Yeah, too. Yeah. That’s the big, speeding it up quite a bit. Yeah. Yeah. Because now a team of a rope access team with two people on it, and instead of, fixing one turbine per week, they can now maybe fix three. Sure. That’s huge. Yep. Yep. It’s the speed.
Marvin Hirdler: We talked about that. Especially when we talk about like the.
Countries North Canada or also the North US states. So they had the biggest issue especially in winter doing no repair at all And yeah, just certain so we’re talking about turbines who is just standing still not producing any energy so this is the reason we’re trying to get in contact most of the time Starting with operators owners because they have to pay for it Sure, and they have to pay or not getting paid for downtime So they’re trying to make it fast Even if it’s just in the beginning a temporary repair with the uv materials because they say okay We want to test that first Seeing the same repair in six, eight months later in the summer, everything is good.
But so they can start use the turbine again in operation. So they don’t have the downtime at all. And now they just have to wait until the temperature is high enough. Humidity is low enough, whatever they have limitations on.
Joel Saxum: Yeah. That’s something that you see quite often in the industry is Hey, we’ve got a damage.
We need to patch this thing just to get it through the winter. Because if you get ice, snow, water, anything in there, and then your core gets wet, then you end up running into real big problems. So now you have a solution where you can go into a temporary repair. It’s technically permanent, but yeah, but you could go up there and you can slap one of those panels on UV cure, move on to the next one before wet weather changes.
Allen Hall: It’s genius. Yeah, it really is. And I know when I first saw FibreGlast website, like, why haven’t I seen this before? And we just released it. So you had a good, you had a good reason for it because you just brought it out. But I was probably one of the early people to see it and try to try it. So it’s amazing.
And I if I’m an operator trying, want to try this material, cause they don’t want to try it, they want to check in or independent service provider, they want to play with the material before they take it out in the field. What do they need to do? Who are they calling? Are they calling FibreGlast here?
Are they calling Michelle and saying, hey, give me a sample, send me a sample? Exactly. And what should they be asking for? They should be asking for polyester, the polyester material for GE turbines, the epoxy for Vestas. What’s the scenario here?
Michelle Bonnett: Right now, probably the hazardous is the most popular.
Okay. But. Any of them, like I said the strength properties, all of the properties are almost identical to the data sheet there. You can download on the website. We have our, the product data sheet and the SDS available. For you to take a look decide what you want. Our business development manager, his name is Rod Miaty.
He’s over at our, he’s manning the booth while we’re over here. Yeah. He’s the guy to get in touch with. Yes. Rod Miaty. Yeah. Rod Miaty.
He is the, probably the best person or call up customer service. They’ll be happy to process one for you. Okay. The best part about these things is we I, if you buy direct from Sunrise, you’re buying boxes of this stuff.
We do like to downsize. So our 12 by 12 patches, you could buy a single patch, you could buy a pack of 12, you could buy a case of 10. And same with the the other patches are in packs of 10 or in a case. So we can get some samples out to you. Let you give it a try. The 300 by 700 millimeter patches, they’re very easy to cut.
As well and very easy to use as far as just peeling everything off, all of the packages have your step by step instructions on what you do, which film to release, what, everything that you do, very clear, very concise to make sure that there’s not anything, our customer service is trained, you can call the 800 number if you’re having problems they can talk you through something, but yeah, definitely give us a call place an order through the website or contact rod.
Allen Hall: Yes. And it’s FibreGlast, F I B R E G L A S T. So you just Google that and you’re going to get to Michelle’s website. All right. For Bergolin, how are we getting a hold of Bergolin, because you guys are over in Germany and this podcast goes worldwide, so you’re going to have people calling you from all over the world.
How do they get a hold of you?
Marvin Hirdler: Yeah. I run the whole US business here, so I do the technical training, the commercial side too. Also we operating or helping also the training companies like Redwood Academy, TSL Windtrade company too, to make sure that they get the hold of the materials. Sure.
So I trained the trainer. I’ve been there, I doing, two or three trainings a week right now because everyone is interested in the new materials for sure, right? So I make sure that they get their first training with me and then they can train their technicians Okay, we even have a process description where everything every step is perfectly written down with pictures.
So how close you have to go with the lamp? How many layers you have to you need to apply in one step that section? So if you have to help you apply or do a vacuum so I just want to make sure that there are no questions at all afterwards. If there are any questions, they always can call us.
Allen Hall: And your YouTube video you sent me today.
Yeah. Which is very explanatory, so yeah, you can get a lot of information. So easy, a lightning engineer can do it. Yeah. I am not a composites expert for sure. Actually, this was the idea we had.
Get it that simple everybody, huh? Bergolin is B E R G O L I N. If you just Google that and put UV behind it, you’re going to come across the UV material.
It’s fantastic stuff. So if you’re a technician, you’re an operator, you’re an ISP looking to speed up operations or extend your season, you need to get a hold of Michelle. I need to get a hold of Marvin and talk UV cured resins. So it’s the future. So thanks to both of you being here. Thank you.
FibreGlast and Bergolin: Pioneering UV Resin Systems for Blade Repair
 For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
That’s ~30 million voters who regret their choices, out of the common American.
Add in the Tucker Carlsons of the world.
Absolutely.
It must be done, because our country is home to some hateful morons who want to see honest, hardworking, taxpaying people with brown skin deported, and their families torn apart.
It wasn’t the American way until recently, but it sure is now.
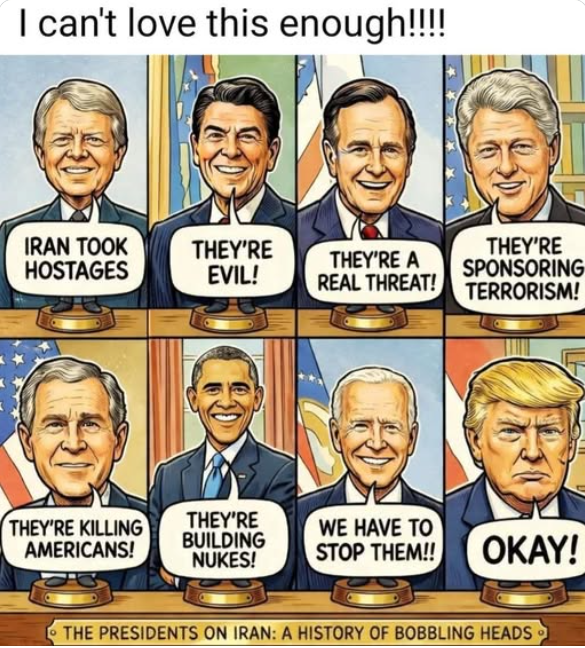 As shown at left, the United States is loaded with people who twist the facts to their liking.
As shown at left, the United States is loaded with people who twist the facts to their liking.




-
Climate Change8 months ago
Guest post: Why China is still building new coal – and when it might stop
-
Greenhouse Gases8 months ago
Guest post: Why China is still building new coal – and when it might stop
-

 Greenhouse Gases2 years ago
Greenhouse Gases2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change2 years ago
Bill Discounting Climate Change in Florida’s Energy Policy Awaits DeSantis’ Approval
-

 Climate Change2 years ago
Climate Change2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change Videos2 years ago
The toxic gas flares fuelling Nigeria’s climate change – BBC News
-

 Renewable Energy6 months ago
Renewable Energy6 months agoSending Progressive Philanthropist George Soros to Prison?
-

 Carbon Footprint2 years ago
Carbon Footprint2 years agoUS SEC’s Climate Disclosure Rules Spur Renewed Interest in Carbon Credits