
 The quote here comes from Galileo Galilei.
The quote here comes from Galileo Galilei.
I envy his capacity to suspend judgment; I have to admit that I don’t possess it myself.
Maybe it’s this level of open-mindedness that enabled him to set aside what everyone thought they knew about the cosmos 500 years ago, opening the door to true progress in astronomy and physics more generally.




Weather Guard Lightning Tech

Gulf Wind Scales Uptower Repairs, Sheds Storm Loads
David King from Gulf Wind Technology returns to discuss serial uptower blade repairs, passive load shedding, and data-driven testing.
Sign up now for Uptime Tech News, our weekly newsletter on all things wind technology. This episode is sponsored by Weather Guard Lightning Tech. Learn more about Weather Guard’s StrikeTape Wind Turbine LPS retrofit. Follow the show on YouTube, Linkedin and visit Weather Guard on the web. And subscribe to Rosemary’s “Engineering with Rosie” YouTube channel here. Have a question we can answer on the show? Email us!
Welcome to Uptime Spotlight, shining light on wind energy’s brightest innovators. This is the progress powering tomorrow
Allen Hall : David, welcome back to the program.
David King: Yeah, I’m so glad to be here. A lot’s happened since the last time I was on, so, uh, this is gonna be great.
Allen Hall : It’s been about a year. Mm-hmm. And last year we were at OM&S in Nashville, and you were talking about root fusion, and this is the insert fix uptower for the blade inserts, right?
So we’re having a lot of blade bolt issues, and the inserts are starting to pull out or become loose, and the blades are moving around. A lot of our operators in the States are trying to solve that problem, and they don’t wanna remove the blades and bring anything down tower. They would like to fix it uptower.
That’s where your solution came in. How’s that going?
David King: Yeah, so I mean, it, it’s really been a five-year journey for us. I mean, we’ve been doing this- I remember that, yeah … for a [00:01:00] very long time. You know, it started like any process does, with a problem statement. Sure. And we’ve been working through from problem statement, you know, going through process development, going through structural development, going through pilots.
Uh, we did a, a huge pilot deployments about three years ago, where those were being monitored. Um, we’re now in a position where we’re in serial deployment, and that’s what’s really exciting. You know, we’re doing about 200 blades a year, uh, of, of serial deployment. We’ve, we’ve done that now, uh, we’re going into our second year of that.
Nice. So we’re extremely excited by that. That comes with its own sets of challenges as you scale up. How do you maintain quality? We even touched a little bit on a few of these things last year. Um, but yeah, we’re really excited to be doing that. Uh, we’re trying to keep it, you know, again, process-driven.
How do you simplify a process that allows you to scale up appropriately, train people appropriately? A- a- and that’s what we’re really excited about this year, is being able to bring this, uh, so that we’re not, um, you know, basically supply constrained, ’cause there is a lot of demand for this, and still able to maintain a very high level of, of quality as we, [00:02:00] we scale up.
Allen Hall : Yeah, and that’s the key to all sort of repairs in the wind industry. You like to do it once and be done with the life of the turbine. Now, so you’re going uptower. You’re drilling some holes up along the blade, injecting those with a resin system, curing it, basically reinforcing what is already there That all makes sense to me.
Engineering-wise, that makes sense to me. But a- again, it goes back to the technicians and the training and the deployment of it. Are you starting to train technicians, bring them in, show them how to use the, use the machines and, and get them out in the field so they are ready to go? It, it… ‘Cause it seems like you’re at that threshold now.
David King: No, absolutely. So we, we believe in people first, right? Yeah. People at the end of the day make things happen. And so, you know, the best ways to do that is give people the right tools to be successful, and where that comes from is training. That’s a huge part of it. We have a, a certified training program that we run.
Uh, it started out as an internal program we were running. It basically has five levels to it. Uh, we’ve now extended that to, uh, enabling, uh, you know, basically [00:03:00] preferred partners to be able to take part in that training, uh, to be able to utilize modular kits, pumps and equipment, to be able to, you know, go out and meet that demand that’s out there, but do so in a way that’s, uh, controlled.
Yeah. And so really that comes back to that certified training program. And really, you know, level one is about a lot of your basic safety, procedural base type, uh, you know, making sure people are competent, uh, they’re not gonna get themselves hurt. Right. They’ve got the right personality traits about focus, uh, you know, detail focus and things like that.
Yeah. Uh, level two to that program is, is really about, um, basically getting people to a stage in which they can be a, uh, team member. Uh, they’re able to be on a team and contribute to that team in an effective manner, be in the field.
Allen Hall : That’s really important. A lot of-
David King: Absolutely …
Allen Hall : companies miss that aspect of being a team member instead of an individual.
Yeah, you have to work with other people. Yeah. It’s, it’s critical.
David King: It’s massively important. Personalities clash. You’ve got to be able to work through that sort of thing. And so that level one to level two is really kind of taking your green horn hat off and putting, “Okay, I, I, I can be on this team and I’m, I’m a, a contributing [00:04:00] member.”
And then at level three, that’s your team leads. Those are people that are leading teams. They’re leaders. They’re up and coming. They’ve got a career path, career trajectory. Level four is our mentors. That’s the people that are going out there and that are basically qualified to now actually mentor other people in the field.
Allen Hall : Yeah.
David King: And then your level five is train the trainer. How do you grow more trainers so that you’re not constrained on that training factor? And that, that’s kind of how we, we typically run training.
Allen Hall : Uh, and Gulf Wind has the ability to do that. I mean, I’ve been to your facilities, they’re impressive, and that’s one of the limitations for a lot of companies.
They don’t have the facilities to train people, and they don’t have the resources you do. That opens up a lot of opportunities. Obviously, you’re in the composite repair business. You have crews out fixing wind turbine blades. Some of the more complex ones is what I hear. I mean, I hear it secondarily, but I assume that’s what’s happening.
What are, are the areas that you get called in on to do composite repairs?
David King: We, we really do anything that stops somebody else. Okay. So we wanna be there when there’s a problem where you’re like, “I don’t know where to go next. Uh, this is a big [00:05:00] problem. We’re unsure. Maybe there’s a new technology at play.
Maybe it’s, uh, a carbon spar cap. Maybe it’s something, uh…” You know, obviously the root stuff that’s very complicated. Sure. And, uh, it’s just gonna require a little bit more engineering. It’s gonna require a little bit more rigor, and that- that’s where we say, look, we, we can, whether it means testing something, verifying something, training somebody on a process, developing a process- Yeah
or just doing something complicated, that’s where we excel.
Allen Hall : Well, that- that’s what I hear from the road is, uh, Gulf Winds here and I think, “Uh-oh. You must have a really serious problem because you’re calling in the experts to do the, the difficult things.” Carbon pultrusions, carbon fabric in, in blades today is such a massive problem because it’s not, it’s not fiberglass.
It’s just a lot more to deal with, and some of the loading issues we’re finding and, boy, it’s just all over the place. They need Gulf Winds Technology to, to come on site to give them a hand. Now, a- as part of the growth of the business, and you guys have been growing. Every year I, I see they’re just… it’s just a little bit bigger, a little more [00:06:00] people.
I walked on LinkedIn and hiring some engineers and some people to work over the summertime. That’s all great. What’s the structure look like now? How are you trying to organize yourself as a business?
David King: Yeah, so we really break down into three different structures. We have our service division, and that’s, um, putting people out there to solve problems in the field.
As simple as it gets, right? It’s like you’ve got a problem, we’ve got the right people with the right solutions, and they’re gonna go deliver, uh, a result. Um, and then we’ve got an engineering division. That’s about developing problems. It also has a lot to do with IP. You know, things like root fusion, that’s a pat- protected technology.
Sure. All of our technology, we do a lot of investments in, in, you know, patent protection and IP work, and so that sits inside that engineering division. Uh, it’s how we, we have the smarts of the company kinda sat in there. Uh, it also is what allows us to really get into some of these, uh, kinda juicy problem statements that are a little bit prickly maybe.
Uh, and we love getting into those and solving them. Yeah. And then the third and final thing is the composite side of things, and that’s the, the manufacturing. That’s that 30,000 square [00:07:00] foot composite manufacturing facility where we wanna be the best in vacuum infusion. We wanna be the best in prepreg, the best in pultrusions, complex assemblies, and be trying to de- uh, just deliver really high-quality composites to the industry.
Allen Hall : Yeah, and you have the equipment to do a lot of testing. And I think a, a lot of operators don’t realize what you have And the knowledge that’s sitting there, when I run into operators across the country that have complicated issues, particularly if they have carbon, I mean, oh my gosh, you, you need to be calling experts here.
And if they have issues they haven’t really sussed out, they don’t know, they don’t understand the engineering that went into that blade, they need to be talking to you guys about Why is this blade designed the way it is? How should I approach this? Do I need to be turning my turbines off until I figure out a solution?
A lot of times there’s not a lot of resources there because the, the designs are more complex than ever. But on the, on the same hand, I would say they’re not doing a lot of testing of their own materials. [00:08:00]
David King: Yeah, and there’s a huge space for that. And which is crazy. Absolutely. Yeah. It’s, it’s, uh, it’s definitely a gap.
It is. And we see it as a gap that needs to be filled. Yes. And so that’s where, you know, we, we say you’ve gotta give the engineers the tools to be successful. Sure. And so what are those tools? You know, that could be anything from what does an aerodynamicist need? They might need a metrology scanner. Right.
So we do 70 million plus point scans of full blades. We’ve done now a full blade scan and, uh, I think we did it in about an hour, which was a, a new record of how quickly you could get 70 million points on a blade. Wow. And then that allowed- Uptower
Allen Hall : or
David King: downtower? It was downtower. Okay. Okay. It was outside in the field, but it was downtower.
Okay. It’s still impressive. So that was a little, little, little bit easier than uptower. Sure. Maybe that’s next. Um- Yeah. But, um, no, and then so what can you do with that? Well, then you can go, uh, really analyze, you know, the performance of that blade. Maybe you can go do something in a wind tunnel with it.
So coming back to that toolkit- Yep … an aerodynamicist needs a wind tunnel. We have aerodynamicists, so we have a wind tunnel. Then going on to, like, a structural engineer. What does a structural engineer need? Well, they need their FE tools. They need some good first principle approaches to, to structures.
But they also need test equipment. Right. They need to be [00:09:00] able to develop and characterize materials both in static and fatigue. And so we’ve made a lot of investment in those sort of test equipment, uh, so that we can, we can put numbers to things. You know, I think the wind industry needs more data. Less speculation and more data-driven decisions, and the, where that starts is really building up that test base.
And we, we believe in this thing called the testing pyramid, and what it is is, like, you’ve gotta characterize the material. That’s where you’re gonna have thousands of samples. Right. That’s your tensile, double lap shear testing, all the basics. Then you do your subcomponents. Add some geometry into that, that- Add some shape.
Exactly. Maybe that’s hundreds of samples. And then you’re gonna go on top of that to, like, your full component. And look, we don’t have a blade test stand yet, but- Right … that’s kind of that, that space. And then the final top of that pyramid is go do it in the field, get results- Run it … and then run that back into your design cycles.
And I think the more we can do that as an industry, the more successful we’re gonna be as an industry.
Allen Hall : Yeah, and I think a lot of operators don’t think they have to participate in that, and they’re sadly mistaken. And the fact that the industry has grown as fast as it has means [00:10:00] there’s some holes in some of the engineering that maybe they didn’t consider the, the site assessment properly or they didn’t understand some of the manufacturing variability.
Now you own this product, you’re gonna have to do some of the homework that maybe the OEM should have done. It’s your site. You own it. And a lot of times I think, uh, as an owner/operator, they don’t realize there’s resources. Like, okay, well maybe do some mechanical testing. Maybe the repairs I had last summer aren’t working out the way that I think.
Maybe I need to look at some materials
David King: and see if- And we want you to own your data. Well, that’s exactly it, right? That’s really what it comes down to is like you wanna own the data, know your blades, know your products, whether it’s, you know… I know you’re very, uh, you know, uh, specialized in lighting, really know your stuff.
Everybody’s gotta take that same approach. Know your stuff- You need to know it … or go find the experts that know it- Right … and work with them. Yeah.
Allen Hall : Well, at, at this point in the industry’s growth, you realize who’s all percolated towards the top, right? You, you, you see the companies like Goldwind that have the expertise in-house and, and have established themselves as a [00:11:00] knowledge center, as a resource for the US and globally, and there’s only a couple of those spread around the world in that- We as an industry need to be utilizing you more to help us solve problems.
Because if I don’t tell Gulf Wind what’s going on, Gulf Wind can’t help come to a solution.
David King: And we find that really, like, just the more you know, you start finding all sorts of new opportunities. Yeah. ‘Cause we almost learn what you don’t know, in a way. You kind of realize that, like, there’s so much more out there.
Yeah. And that’s where it gets really exciting. That’s where it’s like you can get these novel solutions, people who take creative approaches. Um, and, and I really think that’s what’s gonna take this industry forward, especially now when, you know, there are some headwinds for wind. And all that means is we’ve gotta get sharper, and we’ve gotta be, uh, more agile.
And I think it’s actually almost times like this that create some of the best, uh, behaviors in an industry to, uh, take it forward into the future really.
Allen Hall : Yeah. Wind’s not gonna go anywhere, but it’s being stressed a little bit. And in those stress points, we need to take the time to reflect and to make the industry [00:12:00] stronger.
But in order to do that, we need to be relying upon the sources that we have. There are global sources. There are so many resources to touch into. I think you guys are, are doing amazing things. Obviously, being down in your facility, seeing the wind tunnel, just blown away by that. Seeing the mechanical testing, seeing the, the 3D printing of air foils and all that work you’re doing, plus the ability to scan blades, do large scale studies.
I remember one was on CMS at the time, thinking, “All right. Somebody’s, somebody’s actually doing the right thing. There’s a study happening so we can understand what’s happening in CMS.” Like, those things need to happen as an industry to grow.
David King: Oh, absolutely. And I know you and I were at WOMA- Yes … quite recently.
Yeah. And we heard about that LEP study. Yes. And what a prime example- … of people going out there, getting real life data. Yes. And then, uh, making it accessible so that people can make smart decisions, and again, drive the cost of energy down and make wind successful. It’s, it’s amazing.
Allen Hall : It, uh- Yeah. Yeah, yeah.
But the transfer of knowledge is the key, right? And you guys are involved [00:13:00] in looking at some, what LEP will do to improve a blade, but also what leading edge damage will do to erode performance. Those are some of the things that a lot of operators don’t understand. Like, is that blade being in that damaged form even affecting my AEP?
It depends on the turbine, I think, a lot of times. But you better be asking the question at least. Talk to somebody who knows.
David King: Yeah. ‘Cause it, it’s really interesting. I mean, you know, I think it so much drives back to that business case for the operator, and they all have their own approaches. And, and really- Yeah
you know, most people are repairing LEP when it becomes structural. That’s the- That’s right … that’s the predominant approach. And, you know, I understand that approach very… You know, I, I get it from an operator’s point of view. Um, but yeah, there’s definitely, uh, other things you could do to try and make a, a data-based business decision.
Um- Sure.
Allen Hall : Sure. Now, what are some of the cool new things that Gulf Wind is working on, that you haven’t announced to the world yet, but you’d like to announce? I know you’ve been working on things. I’ve seen all the white papers being published. There’s some things- Back behind the scenes, what’s new?
David King: Yeah. I mean, so, you know, you take something like Roof [00:14:00] Fusion, right?
Right. Which is a long process to develop. So we, knowing that everything that, uh, you have as an idea is gonna take almost maybe three, four, five years to actually bring to market- Sure … we’re always starting on this constant cycle of development. Right. And so the things- You know
Allen Hall : it’s gonna be five years.
David King: Exactly. Yeah. And so, you know, I mean, it’s like the patents on this stuff take three, four, five years to work out. Yeah. And so it- it’s a very important part of the entire process. Yeah. But to, to answer your question, we do have some exciting things both in the aero side, uh, side of the world. Uh, we have been doing a lot of development work around, uh, basically, uh, passive load shedding, so the ability for a turbine, or actually any structure, to be able to react to the wind in a passive manner.
Uh, so you don’t need any sort of mechanicals. You don’t need anything, uh, that’s going to break in the field, and the structure itself is able to actually react to the load that’s coming onto it and change its aerodynamic, uh, profile and change its load that it’s experiencing. So you get these… Uh, that’s a very interesting new technology.
Yes. Uh, it’s something that we’ve been working on for about three or four years now. It’s now, uh, [00:15:00] getting demonstrated, uh, which we’re very excited about. Uh, we also have some technologies, uh, around new connection types between metal and composites. So this is, uh, something that’s, uh, probably got a lot of, um, application in aerospace, but I think it’s also gonna find its way into wind.
And this is just a new way of really trying to fix some of the problematic joints that we’ve been dealing with now for the last few years, but looking forward, not looking backward. Yeah. Right. Sure. Not being retroactive. Right. But how do we do that next generation of roof pushing design, for example? And we’ve got a really exciting method for that, that, uh, is been tested now.
We have test results for it, and they look extremely good. Uh, we also are making some major CapEx investments this year into- Sure … new manufacturing equipment. So we have, um, some… I, I would say some, some pretty advanced, um, automation we’re trying to bring to composite manufacturing- Okay … around pre-preg carbon fibers and things like that, which is gonna be very, very exciting I think.
Uh, I hope it finds its way into the wind industry. It’ll probably start in other industries. Sure. Maybe kind of this, uh, [00:16:00] subsea, you know, and, uh, and air, uh, space first- Sure … you know, around UAVs, ROVs- Sure … that sort of thing. But I think it’s also gonna have applications in wind, and we’re really, really excited about that.
Well,
Allen Hall : that’s good because it, it does seem like wind is downstream of a lot of aerospace things ’cause it does, definitely costs money to develop those, and aerospace is a place where that can happen. However- If you work out all the kinks and you solve all the manufacturing issues, it is directly applicable to wind.
David King: And it’s massive volume. The beautiful thing about wind is that the volume, when you get something right and you do it right, you get to deploy technology. Yeah. Yes. You, you get to take it off the shelf- Right … and put it in the world and make it happen, which is, there’s nothing more exciting as an engineer.
Allen Hall : Well, I mean, in, in terms of blade manufacturing, how many times have we talked about automating that so we have less things like wrinkles and some ply issues, overlaps, those kind of things where automation would help, but we just haven’t really refined it enough to i- implement it at a large scale in a blade factory.
David King: Exactly. And it’s always usually too bespoke, you know? It is. It’s like you solve the problem for the, the 40-meter blade, and now- Right … there’s a [00:17:00] 45-meter blade, and we need all new CapEx. Right. And then it doesn’t, uh, doesn’t scale well.
Allen Hall : That doesn’t scale at all. No. Right. So that’s why they haven’t done it, is because they know the next generation of blade is coming.
It’s another 10 meters longer, and that’s not gonna fit in this building, and doesn’t make sense- We’re in trouble … to buy the equipment.
David King: Yeah, exactly.
Allen Hall : Right. So it, it, it’s a- Yeah … it’s a constant evolving industry. Now, I, I had looked at your load shedding patent application or patent. Maybe it came out as a patent.
David King: Yep.
Allen Hall : Mm-hmm. Okay. I wanna understand that a little bit since I’m here talking to you now. The load shedding piece was because, uh, you’re in Louisiana, that’s where hurricanes- Come up … every once in a while, if people haven’t read the papers. But the load shedding technology makes sense because now you can deploy wind turbines in places that you otherwise may not do it because of the risk of typhoons, hurricanes, even tornadoes on some level, some odd wind situations.
You wanna explain what that technology is? Yeah.
David King: Really what it’s doing is it’s trying to decouple the, uh, turbine’s ability to protect itself from its requirement to maintain power and maintain [00:18:00] control. So if you have something that relies on electrical hydraulics or anything like that- Yeah … it’s gonna be extremely susceptible to failing, uh, when- Yes
there’s a grid outage or when you have a battery that fails or, you know, most airplanes require, like, dual redundancy or triple- Triple … triple redundancy because of that very reason, and we just can’t afford to do that in wind. No. And so the innovation then that gets required is you have to have something that’s passive, something where the structure itself has been designed in a way where the laminate is designed in a way where it’s going to not react progressively like a linear fashion as you apply load, right?
It keeps bending and bending and bending. Right, right, right. But it’s gonna have quite a sudden reaction to a very particular load case. And so that’s what we’ve been able to do is-
Allen Hall : Okay …
David King: basically construct that laminate in a way where when it, the right load is applied, in this case, that’s the, the hurricane load or the extreme load- Right
we can shed that load, uh, completely by the structure simply reacting to the load, and that’s very exciting for wind. It has a lot of other applications ’cause- Sure it does … basically allowing you to hinge composites. We now can- Right … with [00:19:00] composites almost in an origami fashion, hinge them any way we want, which is really, really exciting.
Nice. And we’re excited to bring that now to other areas besides just wind and, and wind will be a key one as well.
Allen Hall : Sure it will. Yeah. Wow, okay. That’s cool. I mean, that’s why I follow Gulf Wind Technology on LinkedIn to see all the cool things that are coming out because, uh, if, if you’re thinking about- What’s new, what’s next.
There’s probably three or four places, honestly, in the world that I rely upon, DTE being one, Fraunhofer being another, and then Gulf Wind Technology. Like, okay, let’s… So they tram for it here. I… Let’s, let’s see what’s going on this week. That’s amazing. And I, I know that as you guys get more experience out in the field and people will start to recognize the name, it’s just only gonna grow to something even bigger.
So that, that’s fantastic. I know you, you spend a lot of time making
David King: this business go. We’re de- definitely very excited about it. Yeah. But with, with growth comes, you know, a, a discipline. Right. You have to be very disciplined. Yes. And so that’s something, you know, we’ve gotta be very focused on. Yeah. That’s where things like that certified training program are important.
Yes. It’s where [00:20:00] how we patent things is very important. Yes. How we, uh, you know, kind of set up company structure is very important. So I know we touched on a few of those subjects today. Yeah. But those are really just about trying to be able to maintain quality as we grow. A- and that’s really important to our customers, it’s important to us, and it’s how we maintain the brand.
Allen Hall : We gotta get back down to Louisiana. I’m really curious to see what’s happening inside the buildings and see where you’re at, because, uh, I know there’s great things happening there. And I really appreciate the time. Thank you for coming over to Australia. I thought your, your talks and your, your presentation and being on panels in Australia was really insightful to a lot of Australians, because you’re just bringing a different viewpoint into that marketplace.
And, and that’s what Gulf Wind does. So I, I appreciate all that effort. And, uh, yeah, we should connect up this summer. Come down and check out what’s going on.
David King: Absolutely. If you’re willing to brave the heat- Oh, no. … you are always welcome. And our aim is that every time you come to that factory, hopefully it’s like a, a whole new world.
We wanna surprise you with something new, because, uh, that’s the only way we can demonstrate progress.
Allen Hall : Oh, that’s a deal.
David King: So.
Allen Hall : Okay, great. Well, thank you,
David King: Dave. Great to see [00:21:00] you. Thanks
Allen Hall : for being on the
David King: podcast. Thank you very much.
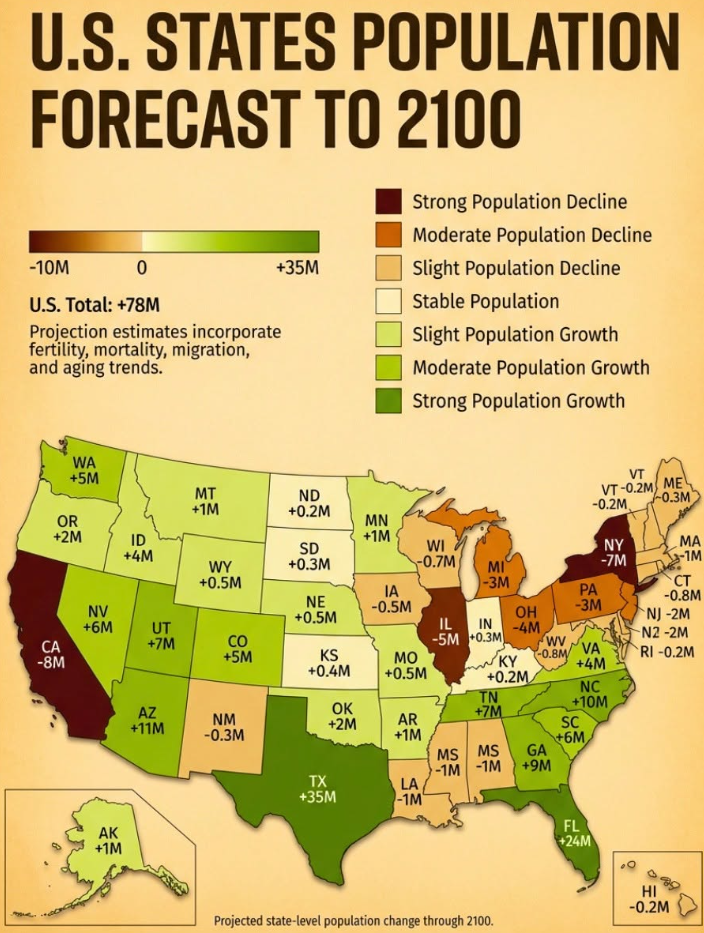 Of course, there is no science or math behind the map here. But it fits the narrative that people are fleeing California because of its (you name it) environmental regulation, high taxes, woke ideologies, etc.
Of course, there is no science or math behind the map here. But it fits the narrative that people are fleeing California because of its (you name it) environmental regulation, high taxes, woke ideologies, etc.
Why would anyone want to live in a state that, if it were a nation on its own, would be the fourth largest economy on Earth? Leads the planet in innovation? Where someone can ski and surf in the same day?
Better get yer ass down to Texas, the oil-drillin’ and death penalty capital of the world.
 If you’re a racist moron who’s desperate to punish blacks, immigrants, Muslims, LGBTQs, as well as intelligent, kind people, you can force yourself to believe that constant torrent of lies that come out of Trump’s mouth.
If you’re a racist moron who’s desperate to punish blacks, immigrants, Muslims, LGBTQs, as well as intelligent, kind people, you can force yourself to believe that constant torrent of lies that come out of Trump’s mouth.
You go online our turn on the television, not to learn something, but go shopping for ideas that support the hateful crap that’s already in your mind.

-
Climate Change10 months ago
Guest post: Why China is still building new coal – and when it might stop
-
Greenhouse Gases10 months ago
Guest post: Why China is still building new coal – and when it might stop
-

 Greenhouse Gases2 years ago
Greenhouse Gases2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-

 Climate Change2 years ago
Climate Change2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change2 years ago
Bill Discounting Climate Change in Florida’s Energy Policy Awaits DeSantis’ Approval
-

 Renewable Energy8 months ago
Renewable Energy8 months agoSending Progressive Philanthropist George Soros to Prison?
-

 Carbon Footprint2 years ago
Carbon Footprint2 years agoUS SEC’s Climate Disclosure Rules Spur Renewed Interest in Carbon Credits
-
Greenhouse Gases11 months ago
嘉宾来稿:探究火山喷发如何影响气候预测