
Weather Guard Lightning Tech

SOCOBLADE Protects Against Leading Edge Erosion
Max Le Tallec from SOCOMORE speaks about their new SOCOBLADE product, in partnership with Hontek. The product was originally created to protect military helicopters, and is now an LEP solution that reduces downtime, maintenance costs, and power losses.
Sign up now for Uptime Tech News, our weekly email update on all things wind technology. This episode is sponsored by Weather Guard Lightning Tech. Learn more about Weather Guard’s StrikeTape Wind Turbine LPS retrofit. Follow the show on Facebook, YouTube, Twitter, LinkedIn and visit Weather Guard on the web. And subscribe to Rosemary Barnes’ YouTube channel here. Have a question we can answer on the show? Email us!
Allen Hall: Imagine spending half a million dollars on leading edge repairs only to watch them fail again in just 18 months. That’s the reality many wind operators face today. This week on the Uptime Spotlight, Max Le Tallec joins us from Socomore to discuss how helicopter technology designed to withstand combat conditions is now protecting wind turbine blades.
The wait for a military grade leading edge solution is finally over.
Welcome to Uptime Spotlight, shining Light on Wind Energy’s brightest innovators. This is the progress powering tomorrow.
Allen Hall: Max, welcome to the program.
Maxime Le Tallec: Thank you. Thanks for welcoming me.
Allen Hall: I think we’re gonna talk leading edge erosion and what to do about it. I want to back up a little bit because there’s a lot of operators with a lot of leading edge erosion. Why should they care about the leading edge erosion? Why does that matter?
Maxime Le Tallec: The, we’ve seen the blade today been eroded, almost destroyed with holes of the size [00:01:00] of a fist which. Create issues on the aerodynamics of the blade and the downtime and major repairs or major downtimes on the blade.
Allen Hall: Yeah. And that turns into a lot of expensive repairs, obviously.
And we’re also hearing from a lot of operators about the power. Loss of you hear numbers from anywhere from a fraction of a percent to somewhere north of three 4%. Are you hearing those same sort of things? Just the power loss gets to be so expensive.
Maxime Le Tallec: Yes. And even up to five certain are saying so that’s why you need to be preventive on this aspect and actually not to wait for the damage to come on the plate.
Joel Saxum: I think that when we talk a EP loss, it’s exacerbated even more in the market nowadays when we’re starting to look at these 5.5, 6.1, 6.8, and I’m just talking about onshore turbines, these big megawatt turbines. If you’re losing 1% from that big turbine, that’s a lot more than it would’ve been, 10, 15 years ago on a GE 1.5, or you’re not lo, you’re [00:02:00] losing, but 1% doesn’t hurt you as much.
But when you start talking these big, long blades, like everybody has to have a leading edge, erosion, leading edge. Protection strategy in place to make sure that they don’t get to that point where they have big repairs or they’re losing a bunch of production. Are you, are operators engaging with you guys now with your with the new product? Socoblade?
Maxime Le Tallec: Yes. A lot of companies, so our product today has been on the market for a while. This is the non-tech technology, which actually we scale up today. So we’ve worked for more than a year now with Ontech to scale up the manufacturing, to make the product available worldwide. So the product is pretty well known already in North America and the world spread farms to farms.
Now with our headquarter in Europe and our local forces we are reaching more and more European farms as well. We’ve seen a very high interest back in December during a Dusseldorf show. The everyone is coming. Yes.
Allen Hall: Yeah. That’s unique. [00:03:00] So Hontek has developed a leading edge erosion, preventive coating that came from the military and on helicopters originally.
And that technology has now evolved quite a bit. Into, and a product that can be made for wind turbine blades. And the problem with Hontek was, or originally, is that there was so much demand for the product that it got really difficult to get in line to get enough of it to do your wind farm, and particularly in Europe because the Americans would use it up most quickly.
So bringing smore into this equation does. Greatly improved the likelihood of putting this Hontek product on. Now, obviously, so Sommore is a great chemical company. That’s what you are. You have all kinds of technologies for a variety of industries, including aerospace, which is where I first ran across Sommore.
But this Hontek collaboration opens up a number of [00:04:00] doors for smore to really help the wind operator, correct?
Maxime Le Tallec: Yes, of course. We, the product today is designed to be rolled on damaged turbine or as a preventative leading edge protection. But now thanks to our collaboration, we’re freeing ontech to keep developing new solution and adapt to the new challenges that the farms are meeting.
The product that we have today, as we were seeing is actually the result of 30 years of development BioNTech. So they come from far and they tremendously. Analyze and develop the product to meet the exact field need.
Allen Hall: And that’s huge, right? That, that the product has so much service history that in aerospace and now on wind turbines and the word of mouth spread very quickly that service history is something that smore is using.
To to explore other markets with and to grow the wind base. That is really critical because I think when you see a lot of new leading edge erosion [00:05:00] products pop up, they have maybe six months of service life at best, or it’s a brand new product for a 2025. Okay, great, but what am I gonna spend a hundred K, 200 K, 500 k putting this on my turbines when it don’t and have a lot of history.
Samore provides all that. All that data, all that history with this product. And can you explain like all the effort that went into this product to get to here?
Maxime Le Tallec: So as you were saying, the backbone of the chemistry is coming or has been used by the military in the past. And over the past years, the product has been challenged against different aerospace testing, military testing so under way more severe.
Conditions that the wind tests are currently with tremendous results. So that’s where we are always pushing the limit higher and higher.
Joel Saxum: You know, as Alan and I, of course we’re talking with operators all the time and ISPs across the wind space and globally really. [00:06:00] But a lot of people in the US.
You talk, you mention the word Hantek and Ooh, that stuff’s good. Ooh, that stuff’s good. But as we all know, if you’ve been in wind or if you’ve been around blades at all, a product that’s installed on a blade is only as good as its installation. Can you tell us a little bit about how you guys install this or how the Hontek stuff is applied and it doesn’t have to be versus other part products in the market?
Just how is it applied? So we’re making life easy on a technician so they get a good end product, one particular of our products.
Maxime Le Tallec: So that’s a two component products. We need to warm one of the part for preparation is one of the specificity. We recommend some equipment that can be used actually at the back of a truck.
So no matter where the turbine, we can actually prepare the solution. Then pouring the part A in the Part B, you get your can. Ready to go, and that’s a rollable solution. So you have your roller. The product has been designed for the, I would say, the most complicated application for ropers.
And the rollable application is [00:07:00] actually very forgiving. So no matter if you splash a bit, if you swing a bit on the blade you can easily correct the application and make it clean and lean all along the leading edge. We’ve designed the kit just to cover one blade at a time. So everything has been thought for the epi for the operator.
Sorry. To be easy for the application.
Allen Hall: Oh, that’s so critical, right? Because you don’t wanna mix a bunch of the product together and have to paint three turbines at a time. You want to do it one blade at a time, and obviously soccer more. Is really good at packaging and making this simple for the technician on site.
Now, there are really two different versions of the same product. You want to de describe what those differences are?
Maxime Le Tallec: Yeah, so we talk about LEP two 20 and LEP two 20 age. The two 20 has been developed for dri drier environment, more cheek, so low humidity. Where the 2 23 8 has a way wider conditions, window of application from [00:08:00] 35 to 95 relative humidity.
So the technology of the product is moisture secure, so it will actually cure with the ambient moisture in the air.
Allen Hall: So it’s sim it’s similar to a superglue, right? Superglue cures with humidity in the air. And so you need a little bit of humidity to make this work. However, if you look at other products, I think this is why the Hontek product is so well loved, is that.
You could be in dry Texas, New Mexico, places that are hot and pretty dry, and you can apply it. You can apply it offshore where the humidity is exactly 95%. And how do you do that? A lot of other products don’t have that variability or they have trouble in there. They don’t cure up. Quite as nice. The Huntec product basically removes all those barriers.
Max, you have this mixture. It does magic. It’s applied generally with rollers. I thought I have seen it applied with different methods though. Are there other ways to apply it beyond roller?
Maxime Le Tallec: So there is [00:09:00] a brushable application possible as well and we are customizing the product to be applicable through robot.
We’ve seen more and more robot application nowadays. And we want to make sure to, that’s. This application is compatible with our product.
Allen Hall: Okay. So as we move to a lot more robotic repairs that are happening, and obviously there’s a couple of leaders in leading edge erosion protection robots. So you can actually connect your Hontek product with an existing robotic company together.
Is that a product today that I could. Turn on and use on my turbines this season?
Maxime Le Tallec: Yes, we’re we’re working on it, finalizing it. All the tests have been very promising. So we are, we’re in the last stage of getting this available for the market. Cool.
Joel Saxum: I like that. So a question for you, max.
Now I know this is a, this is an open-ended question because LEP leading edge erosion, LEP is different everywhere. I know Alan, last year you were at the leading edge erosion [00:10:00] symposium that DTU put on all kinds of smart research has been done about leading edge erosion for years. And it’s different everywhere you go, right?
If you’re offshore in, in the Germany offshore wind farms in the North Sea, or. The UK or in the desert in California or in the Midwest. If you’re near agriculture, if you’re near gray grazing land, it’s, everything is different. But what are you guys seeing for the testing? I know they, they’ve done rain erosion testing and other things I.
In an aggressive environment. How long is this stuff lasting? How long do you expect it to last uptower?
We’ve seen now by experience the first application have are eight years old, and we haven’t seen those leading age being redone. So per experience, that’s the longest that we’ve seen.
That’s huge in the United States, right? Because when you, if you’re talking eight years, what that looks like to me is a turbine that came out of warranty. Got Hontek LEP installed and then made it all the way until repower without having to touch the leading edge again. [00:11:00] That’s what I’m seeing from a business case.
That’s a good business case.
Allen Hall: Because what does that cost Max? The, when we talk leading edge erosion the first discussion point I have with operators and they’re always focused on how much it’s gonna cost and how long it’s gonna take to apply. What does generally that look like?
What does ballpark mean into the timeframe it takes to finish a turbine with guys on ropes and buying all the equipment and the material, the socket blade material.
Maxime Le Tallec: Today we’re talking about one to two turbines a day, depending on the familiarity of the technicians and the number of technicians with with the product.
Obviously the labor is actually the major cost on those operation or the equipment needed either ropers or the baskets. So this is where moving to a robotic application may be a real asset and that’s what we are targeting for this season. And as you’re saying, the. Or the lens of durability of our product, just reduce the frequency of maintenance [00:12:00] of those.
Allen Hall: So the ROI question, return on investment is the ultimate answer. It, so even if it does cost some time to get the technicians there to put a, apply it because it’s lasting so long as Joel pointed out, it’s gonna last basically through the 10 year period to repower. That’s the magic. If you can do that, then the value of the material itself is grows exponentially, right?
So it’s not really a cost factor early on. It’s how long you can make it work, and you’re getting max production outta your turbines. That’s why everybody loves this Hontek product. When it is applied and it’s set on, is there any sort of inspection that has to happen once it’s on, or are you just doing typical drone inspections with a sky specs to verify that it, it’s working like it should.
Maxime Le Tallec: Typical inspection is enough. There is nothing specific to, to follow up or to reactivate the product. Once it, it’s all cured. It’s one piece. And protect your blade for.
Joel Saxum: Yeah, the coming years. So there’s the [00:13:00] different, there’s apo not opposing strategies, but there’s multiple strategies on how you do LEP, right?
So if you’re on a 62 meter blade or a 70 meter blade, or a 50 meter blade. Certain people will say, ah, protect six to eight meters of it up. Only protect three meters of it, protect four meters of it. What are you guys seeing and what do you recommend for LEP protection from the length, from the tip back in that high erosion area?
Maxime Le Tallec: So I’ll briefly mentioned previously our key to our design to cover three square meters or the equivalent. So we are usually seeing 10 meters long on 30 meters 30 centimeters wide, so 10 meters on each side of the leading age. In the shorten and they, it can go to 15 meters, so you just make your.
Your protection a bit narrower and some farms are expecting up to 15 meters long coverage.
Joel Saxum: Yeah. ’cause I know like some of the, some people’s strategy is let’s look at, let’s, okay, we’re, we’ve got this a hundred wind farm or this a hundred turbine wind farm. Let’s go and look at the average leading edge erosion.
What’s [00:14:00] happening on it where we have chipping, peeling, bad erosion. Okay. The worst case scenario looks like we’re at, 11 meters on a couple of turbines, but the majority of it stops at about eight. So I know a lot of people go okay, cost effectively, let’s go put eight meters of LEP on.
Or some people say we want max protection. Let’s go and do the worst case scenario on all of ’em. But one of the questions that pops up there is, if we’re putting on a coating, this is a big thing. ’cause there’s been other coatings in the blade world that people have had issues with in the past with reworking or things like that.
So I Is there a specific way you recommend people to. Rework or if there’s some damage, or if you have a little bit, like if the technician doesn’t get the, a cold joint when you’re trying to apply it or something. Is there anything specific about how you work with the product up blade to ensure that, you have that nice, smooth finish the whole way?
Or can you rework it? Can you grind on it? Can you sand on it?
Maxime Le Tallec: So we can rework it. Yes. The one is key and you mentioned it earlier, is the application as critical [00:15:00] as the product. So in that way, we make a point of honor to train the teams that will apply our product. So we’re always connecting with them making sure the conditions are met for best application and we train them on how to get the best performance of it.
The product itself self labeling, so all the smoothness of the surface is somehow. Inbound into the technology of the product as well.
Allen Hall: Okay. So even an engineer could apply it, is that what you’re saying, max?
Maxime Le Tallec: Yes. I’ve been successful into it. The one one one key thing is you were mentioning the surface preparation.
That’s something that sometimes is a bit rushed or not really taken seriously by the operators. The best you repair is before the application of the leading edge. So you repair. Your poor filler application. The better the adherence of our leading edge will be on the plate as well.
Allen Hall: So I’ve [00:16:00] run into a number of operators in the United States and overseas, actually in Europe, that have reached out and were asking about the Hontek product. Have you seen it? How’s it work? And I said, yes, I’ve seen it on helicopters. It’s amazing. Hold tight. So I always tell him, hold tight. There’s gonna be a big announcement about it where you can now get better access to it and get it on your blazes season.
That just happened, right? You just announced that smore is gonna be the lead on distributing the product worldwide. And the conference in Dusseldorf was the big kickoff. How has it gone in terms of reaction into the industry? Because everybody I know has probably already called you Max.
Maxime Le Tallec: Yes. The, it creates a lot of interest in Europe mostly due to the location of the show, but.
The Altech product was less delivered in Europe even if there is already a certain footprint. And we are now answering all those requests and we are online. We have a dedicated websites, a applied.com where the product will [00:17:00] be processable directly online in the coming weeks. So we aim for two week, shipping lead time on our product, keeping it on the shelf, being able to be responsive. Looking at the market for more than a year now we are conscious about all the constraints. The operators have to apply the product considering team availability, equipment availability weather forecast.
We want the product to be available. To be delivered when needed on the different wind farms.
Allen Hall: Okay. I have been on your website the Socomore website, and you can just Google it. And if you put in LEP or Socoblade, it’ll come right to it. The website is full of useful information, so your technical data sheets are already there.
Your safety data sheets are already up and loaded. You are gonna be turning on online ordering, which I think is gonna get bombarded, max. Honestly, I think you have a lot of orders that way. That’s the way to connect with you max? If you’re really interested in the product, you really wanna get to that website today.
Maxime Le Tallec: Yes. The best way, the first source of [00:18:00] information and any inquiries you will make from there I will be behind and will connect personally with you.
Allen Hall: So the, the best way to, to get the product and to get the data and to see samples, and to understand what this Hontek product is in the now called Socoblade.
Is to get ahold of Max, go to the website. So Max you can find, they can find you on LinkedIn also, which is how I generally find you.
Maxime Le Tallec: Correct. So I’m reachable on LinkedIn through solight.com on so more.com. All our products are also shared there. We have all the Legacy, so more products that are applicable for the wind turbine as well that you can discover on the sommore.com website.
Allen Hall: Yeah, so if you wanna reach Max, you want to try the material, the easy way is to go to socoblade.com, S-O-C-O-B-L-A-D-E.com, and you then you can download all of the information there yourself and take a look at it, or even reach Max on LinkedIn. Max is wonderful. This is great news because I know so many operators that are waiting to get a chance to try this [00:19:00] new socket blade material.
Thanks for coming on the podcast. Really appreciate you spending some time with us today.
Maxime Le Tallec: Thanks again.
https://weatherguardwind.com/socoblade-leading-edge-erosion/
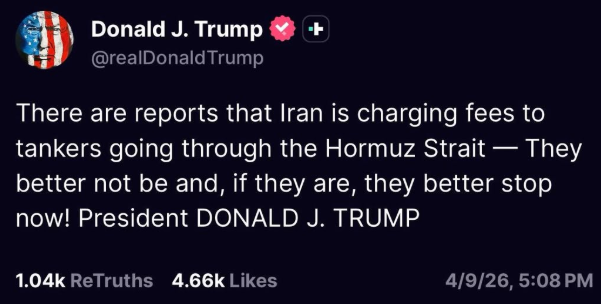
At left see we what it’s like when a formerly great country is being led be a moron.
Will “they better stop now!” lay this issue, the precursor to World War III, to rest?
A World Superpower Pays Heavy Costs to Be Led by a Spoiled Child
 At left see we what it’s like when a formerly great country is being led be a moron.
At left see we what it’s like when a formerly great country is being led be a moron.
Will “they better stop now!” lay this issue, the precursor to World War III, to rest?
https://www.2greenenergy.com/2026/04/10/there-are-costs-for-a-world-superpower-to-be-led-by-a-spoiled-child/
 In their ad, the folks offering “The Most Complete Periodic Table Ever” claim that, if your kid is struggling with chemistry, she can improve with this product, which is essentially tons of useless information.
In their ad, the folks offering “The Most Complete Periodic Table Ever” claim that, if your kid is struggling with chemistry, she can improve with this product, which is essentially tons of useless information.
Who discovered molybdenum? In what year? What is its market value?
We are a society in which our facility with science is now in free-fall. If you think that blunting whatever may remain of your child’s natural curiosity with crap like this a good idea, here’s where to shop.


AI Data Centers Power Crisis: Massive Energy Demand Threatens Emissions Targets and Latest Delays Signal Market Shift

DeBriefed 10 April 2026: Worst energy crisis ‘ever’ | India withdraws COP33 bid | Drag artists and climate change
Utility Accountability Bills Divide Maryland’s Democratic Leadership
-
Climate Change8 months ago
Guest post: Why China is still building new coal – and when it might stop
-
Greenhouse Gases8 months ago
Guest post: Why China is still building new coal – and when it might stop
-

 Greenhouse Gases2 years ago
Greenhouse Gases2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change2 years ago
Bill Discounting Climate Change in Florida’s Energy Policy Awaits DeSantis’ Approval
-

 Climate Change2 years ago
Climate Change2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change Videos2 years ago
The toxic gas flares fuelling Nigeria’s climate change – BBC News
-

 Renewable Energy6 months ago
Renewable Energy6 months agoSending Progressive Philanthropist George Soros to Prison?
-

 Carbon Footprint2 years ago
Carbon Footprint2 years agoUS SEC’s Climate Disclosure Rules Spur Renewed Interest in Carbon Credits