
Weather Guard Lightning Tech

R&D Test Systems – Pushing the Boundaries of Test Rigs for Massive Wind Turbine Equipment
Allen Hall and Joel Saxum go in-depth with R&D Test Systems Chief Engineer Claus Beck, who reveals the innovation behind their massive test benches capable of rigorously vetting the next generation of multi-megawatt turbines. From building test rigs for machines that don’t yet exist to creating 25MW powertrain test stands, R&D is enabling wind OEMs to thoroughly validate their radical new designs. You’ll be blown away by how critical R&D’s capabilities are for scaling up turbines. This is one episode you won’t want to miss – the thrill of engineering big things to power the future!
Visit https://www.rd-as.com/ to learn more!
Sign up now for Uptime Tech News, our weekly email update on all things wind technology. This episode is sponsored by Weather Guard Lightning Tech. Learn more about Weather Guard’s StrikeTape Wind Turbine LPS retrofit. Follow the show on Facebook, YouTube, Twitter, Linkedin and visit Weather Guard on the web. And subscribe to Rosemary Barnes’ YouTube channel here. Have a question we can answer on the show? Email us!
Allen Hall: Pushing the boundaries of innovation often requires testing the limits of today’s technologies. That’s where R&D Test Systems comes in. Over 15 years, this leading test equipment developer has provided cutting edge testing technology to help wind energy companies launch the next generation of products.
From their powertrain test benches to their rain erosion test facilities, R&D Test Systems has built an impressive array of testing capabilities. Their expertise allows clients to validate designs, benchmark performance, troubleshoot issues, and certify products for safety and standards compliance. On this special episode of the Uptime Wind Energy Podcast, Joel Saxum and I will be talking with Claus Beck, Chief Engineer at R&D Test Systems, about the amazing technology they have created and have in their development pipeline.
Claus, welcome to the program.
Claus Beck: Thanks a lot, Allen and Joel.
Allen Hall: Well, the wind industry has a massive problem ahead, as I see it. As wind turbine sizes continue to scale exponentially, there appears to be limited ways to test this equipment to demonstrate lifetimes. And most recently, we’ve seen some OEMs announce this, that they have issues with thoroughly testing complete systems before they get placed in service.
Are you seeing some of these same issues and what are you hearing from the test equipment side?
Claus Beck: Yeah, so it’s of course, something we hear of that there are difficulties in this field and because of the cost of, Taking a turbine down in the wind field or in a North shore let’s say a platform, then that would create a lot of cost.
And because of that, then you need to test. And that’s also a really a focus point for all big OEMs that we are dealing with.
Allen Hall: Yeah, it does seem as the offshore wind turbine sizes have grown so fast where we’ve gone from even during the development phases, we’ve gone from like a 10 megawatt machine to now we’re talking about upwards of 20, maybe 22 megawatt machines.
That’s a huge issue because I think as we’ve, even on blade sizes, and you guys do work with blades also, the blade lengths have, the new blade lengths have created issues that they have might, may not have seen before. So there’s some unknowns out there until you actually test something as massive as a 20 megawatt machine.
And does that, how does that drive you? I mean, what are your thoughts when you see a new announcement of a 22 megawatt machine, what are you thinking about that as these new machines are announced?
Claus Beck: Yeah, so it calls, it implies a lot of difficulties when you scale in this speed, which is the wind industries is doing so that, that causes some difficulties you there’s a lot of scaling loss normally when you design stuff, but these does not always apply and you have a lot of failure modes, which change when you scale to these sizes.
So that’s why we do these tests. Yeah. In order to predict and find, you can say, the errors before you go on on a wind farm with your turbines.
Joel Saxum: One of the difficult things that we talked about off air was the fact that you guys are designing the test equipment. That needs to be built for things that don’t exist.
So it’s we’ve got to figure out how to build a test bench for something that has never been built before, but we’re building the thing that’s actually going to test the thing that’s never been built before. So you guys have to really be on the ball.
Claus Beck: When we use bearings and all kind of, equipment, like big engines and so on, then they are driven by many times.
It’s driven by the wind industry, much of this technology, but the problem becomes a little bit and a big one when, the components are not developed yet because when we need to fatigue a bearing arrangement or a big generator, then we need something more a larger piece of equipment than it’s to be tested.
And in order to do that, we need to develop, you can say the big system. So always we are kind of put to the limit with these systems. So bearing arrangements are developed of course, based on a lot of experience and technologies within bearing companies, but we always need to push the boundaries and limits on many of these, so everything from, yeah, bearings, big steel shaft of several hundred tons. So it creates a lot of difficulties, both in engineering, you can say, but also in logistics. Same problems wind industry is facing when you need to transport these components. So in many cases, we also need to, let’s say, separate components into something where it’s, we can transport it because it’s just not doable.
Allen Hall: So in terms of the technology and the development you’re in the OEMs and the large component manufacturers have a need, they have an immediate need to evaluate their components. So I think they’re going to be driven more and more to demonstrate lifetimes, particularly in light of some of the things that happened over the last 12 months.
And they have to be coming to you for solutions to that. How big, well, how big of a team do you have first off in terms of the engineering staff and machinists and technicians?
Claus Beck: Yeah, so you can say in R&D, we are around 200 people, whereas I think around 170 of them are engineers. And the largest portion of this is related directly into developing new test benches.
So, so currently we are doing a large test bench for a set of wind power in Belgium. Also a validation test where we are, I think we were at maximum around 40 people at the engineering peak. You can say. So, of course it’s always scaled up and down towards when you had the needs for a lot of things to go through engineering.
And then when things are settling, then you can reduce the amount of people.
Allen Hall: Well, it’s an interesting problem to have, right? Because there is a huge demand for bigger generators and turbines and equipment. Where the OEMs can’t man those, they can’t support having a separate test division.
Most of them can’t do that. It’s not cost efficient for them to do that. They need to outsource it to someone who’s knowledgeable. And as an innovative as R&D test systems, does that then just, because of all the new development and the push for larger turbines, just bring a lot of demand at your doorstep to, to deal with?
Claus Beck: Yeah, it’s of course bringing a lot of demands and that’s why we need to stay yeah, ahead of all this and try to also. Think of new solutions that could maybe gain a good solution for a lot of our customers. But you can say by, we have a lot of experience for a lot of customers, but of course, we are not allowed to share the technologies and inputs, and we are not doing that, of course, but we will gather a lot of let’s say, good ideas on how to do smart stuff on our test benches, which of course, all our customers came from. So that’s also what you, when you work with us, you also get this and you can say. So that’s one of the good things about using a third party company like also you’re not an internal division.
So we are working with both. So, most of companies have internal divisions. Maybe we, we help scale these divisions or we work together in a combined let’s say yeah. engineering effort to find the solutions together.
Joel Saxum: I think one of the important things to touch on there as well is if you are saying an end user, if I am.
XYZ wind company and I’m choosing between two OEMs and one OEM. And this is just my brain, right? If one OEM tested the equipment theirself, they say, Hey, we tested our blades. Someone else might have certified them based on drawings and process and whatnot, but we tested our blades and how, so they’re good.
Or I have another company that’s like. Hey, we also have this third party expertise build our test bench and they put us through the ringer to make sure that our things work well, and then someone else certified them too. Well, that to me is well, all right, then you’re avoiding some kind of internal nepotism if you have someone else building your test rigs and, helping people along through that process of the actual testing.
So that’s a value add, in my opinion, to any outside engineering client.
Claus Beck: And in general, you could say the wind OEM would also have a better, let’s say, value of their turbine if it has been tested. So, that is definitely important and in general, it’s just shown that it’s important to test because the cost of downtime in, in the wind farms is just it’s not so good.
Allen Hall: We’re learning it’s billions of dollars at the moment.
Claus Beck: It’s bad business.
Allen Hall: I want to get into some of the technology you have developed because it’s fascinating to me. And I saw the Belgian efforts at some of the conferences. I think I saw that up in Sweden. I, some of the Belgians were there talking about the work you were doing for them.
And you were building a 20, you have built a 25 megawatt. Powertrain test bench in Denmark. And then you’re building, I think it’s something similar for Belgium, right?
Yeah. So, so you can say to some extent, so yeah, the first one was the one in Denmark which included this 25 megawatt drive motor.
So yeah, we couldn’t find this anywhere in the world. So, So we developed internally this star drive from scratch and did heat runs and test on prototypes. And so it’s thrown around in the air together with the load unit. So that’s why we had some difficulties in just finding a a standard product.
And besides that, it’s it’s a quite huge machine. So it’s 16 meter in diameter.
Joel Saxum: The scale of these machines, like I’m, I was looking at it. I was like, I was, and I’m squinting at my other screen right now. So anybody that’s watching on YouTube and I was like, those are people like, Oh my God, how did they build that thing?
Like the size of the rotors of these things. The first time you ever stand underneath one, even if it’s like a GE 1 5, you’re like, holy man, look how big this thing is. That’s nothing compared to a 10 or 15 megawatt machine. But now you look at these test benches that might be used for a 25 megawatt machine in there.
I mean, they’re like five houses, like strung together huge.
Claus Beck: It’s a 20, I think it’s around 21 meter high the test bench at the Lindø Offshore Renewable Center here in Denmark. So it’s very huge. And again, it sets the scale as we just talked about that, that when you need to break or fatigue something, which is already the extreme.
Developments in in the world on wind turbines, then you need to put something in even more extreme on the other side, because otherwise that would just break. So, but that’s the very interesting part of this this engineering you can say. So, so we always need to we come to the edge and we need to move it and develop these new test benches, and they are kind of a prototype, each of them, so we need to make sure they run for the first time and there’s only one shot.
Allen Hall: Lindø Offshore Renewable Center has this 25 megawatt drive stand to evaluate generators and I assume gearboxes and everything else attached to it and the electrical output of those generators, right?
There’s an electrical component to this, it’s not just mechanical failure. They’re looking at electrical performance.
Claus Beck: Yes. So you can say it’s a, it can run full power train. So including, so you starting from cut off the rotor, but then you have the first shaft and the main bearing arrangement and gearbox and the generator, and then the converter system connected to the generator, then we loop the power.
You can say between the converter system and our motor. So. We only feed in the losses you could say of the system. So making it, let’s say also very cost efficient. So we are not utilizing 25 megawatt when we run, only feeding in the losses of the system.
Allen Hall: That makes a lot of sense. That’s a smart way of doing it instead of having a big load bank and trying to get rid of all the heat from that’d be a massive effort, get bored of the ocean with that, so that does that then that.
Technology and the capabilities. Of the electrical and mechanical parameters vary from OEM to OEM or even gearbox manufacturers. Are they looking for specific kinds of failure modes that they know that they have seen in the past? Or are they running a full suite of tests to evaluate their components?
Claus Beck: So you can say, depending on the design, you could have a gear design. You could have a drive design where you don’t have a gearbox and the front shaft and connect the rotor directly to the drive. Generator, you can say interface here, you have different modes. You would like to, let’s say, provoke and try to to push.
So, so for each design, then the engineering department of each knows we, we might have some difficulty in these regions. So they would maybe try to push these boundaries. But on side of that, you would all always just have a, let’s say, a trajectory of loads from field. You would like to transfer into some, let’s say, accelerated load.
And they will be independent of design. So it’s just what you would experience in the field. So, all kind of, let’s say nominal scenarios where you have a lot of hours. And then extreme scenarios hurricanes, all kind of winds. Scenarios where you would arrows let’s say set ups in your controls, which could generate some let’s say very high rotor loads.
So, if you consider, for instance, there’s a pitch in moving where you suddenly start to let’s say pull in the turbine because of, misoriented turbine or something. So you need to, of course, make sure that it will not just break. Because you didn’t expect this scenario to happen, you could say.
So you need to make sure everything is proper.
Joel Saxum: Something interesting to me from a conversation we had was the fact that you guys actually, we’re right now, the conversations were basically focused on hardware. This is how electrically we connect things. This is how we test things mechanically. We’d build these massive rigs, but you guys also build software for testing as well.
And the interesting one for me was. The ability to virtually test against grid issues with the output from a turbine, right? So I think that was an interesting one.
Claus Beck: Yeah. Yeah. So you can say when you have a large wind farm and you connect it to the grid, then there are certain, let’s say error which could happen on the grid, which could be thrown against such a turbine park.
And if your software and your control systems and also the electrical hardware does not react in a correct way on these fall right through and all kind of errors, then you could. Let’s say that’s like breaking a shaft. Then you could also destroy your wind turbine. And so in order to check this, then you are running these script test where we can, we have test systems where we can say emulate the grid and send in these responses to the or errors to the turbine.
And then you check, If you react in the correct way on your turbine, and it can handle the arrows. So, it’s a significant part as well as similar to the mechanical testing, then it’s the electrical is very important. And for each country, you can say, then you have great coach. And you need to comply with those.
And for each of these grid codes, then you’ll have different testing scenarios you need to comply with. So these, this is also something we do here at R&D these grid emulators.
Allen Hall: Which is becoming an important part of the, sort of the electrification of the world at the moment, in Texas, we’ve had a couple of situations where the stability of the grid has been compromised because.
The solar mostly, but a little bit of wind the way that the turbines and the electrical equipment interact with upsets can be different between manufacturers and coming up with standards and Texas is talking about creating a standard for themselves at the moment, that is really critical to catch up front in the design phase of a turbine, because doing it post when the turbines are deployed is extremely expensive and creates a nightmare.
Claus Beck: So that’s really, and you could say. We have a field here in Denmark where you do let’s say onsite testing. So, reality test where it’s called where you run these turbines and then you also connect it to a grid. You need to wait for the right wind conditions and the right errors to come in.
So it takes some time. It’s still part of the test, but in order to accelerate the test. Then you’re doing these validation tests in parallel. So, so then you can run the test over and over again until you have made sure that your controls are tweaked to the right let’s say parameters and all your hardware is designed correctly.
So it’s a faster way.
Joel Saxum: So that would be like okay, so let’s dumb it down for people like me to understand. If we were to say we’re building a brand new car, say like a Ford, Chevy, whatever here in the United States are building a brand new car. And one way to test it would be to hand that car to I don’t know, one of the engineers and just say, hey, drive it every day for six months and see if anything pops up.
Well, that’s a real world test, but that’s not an accelerated test. That’s not going to find all the errors. And in parallel, you have other teams of engineers that have carbon copies of this car and they’re out there running it on a racetrack, putting 100, 000 miles on it, running it in 130 degree weather, putting it in a freeze chamber, bouncing it off of concrete, all kinds of stuff.
So it’s kind of like the same thing. Östrell would be giving someone that brand new car just to go and just go drive it, see what happens. And then the accelerated test, what you guys do, is in the background.
Claus Beck: I’m not so much into the details of this part, you can say. I’m more into the main test of the test bench, as you could say.
But to my understanding, then, it’s still a necessity to do the real life test in order to get approval, you could say. But this is something that is being worked upon. We have people here in R&D who’s working in these. These organizations to try to to mitigate some of these to make it. Faster to market, you could say but this is why grid emulation is very important to, to do the emulations in reality.
But do it in a controlled manner. But also the digital part, you could say, this is also a great focus from R&D. So, in order to test the things as much you can test on a computer. The better you can say, this is something that will take time and we are working a lot in it, but we are, let’s say building on you could say bricks on top of each other all time.
So, but you can say to make it simple, then you do these, hardware in the loop. You can try to imagine a kind of street where you want to test a motor before it’s running in the test lab, then you could actually do a emulation. So a computer model of the full motor. And then connect it to your controller for the motor and then the controller thinks it’s connected to all the sensors and all the inputs and then you do a very high level simulation model, which then predicts a lot of the, things happening in the motor, and then you can do a lot of development of on your, let’s say, controller prior to going to test. So this is also done in our, so sometimes you cannot put all the test equipment in. So then we do let’s say part of the test bench in a digital way and put it, let’s say, running in parallel to the test bench.
So the turbine is actually think it’s connected to all the other. Okay. Let’s say subsystems. So then you can verify even more of your system. You could say.
Allen Hall: That makes complete sense. It sounds like a lot of things that have been happening in aerospace lately to reduce costs, is to do simulations, emulations of hardware because it does give you a highly accelerated development cycle and saves, saves tons of money.
And speaking of development cycles, what’s on the docket at the moment? What are the new areas you’re being asked to look into in terms of test equipment on large scale wind turbine generators. Where are they driving you to?
Claus Beck: It goes very fast. You could say with turbines looking at just five years back, then we were talking about eight megawatt turbines, and now we’re talking 15, turbines.
So we, we take a, it takes some time to develop a test bench. So you can also say in that respect. When we need to give a test bench 10 years of, or 20 years of service life, then we need to really shake the crystal ball and look for what we expect from the future. So, and then this is it’s yeah it still goes fast.
You could say. Without saying a lot. So, there’s a lot of requirements for the future and they are still going upwards.
Allen Hall: So look for bigger generators in our future. That’s pretty exciting. And I, because you have completed a couple of tests sites and you’ve have these 25 megawatt test benches already in service, what are the customers saying back to you at this point, they got to be thrilled.
This is amazing.
Claus Beck: Yeah. It is. It is amazing. It’s you. If you’re just a little bit like big stuff or mechanical engineering or electrical. When you are at these sites just standing behind, beside it you’re just overwhelmed by it’s just, it’s very impressive. We even have people coming out and then, where is the test bench here?
But you need to look up, it’s right in front of you because the foundation was standing in front of it.
Allen Hall: It’s one of those it’s from an engineering standpoint. It’s cool, right? Can we just say that right now? The building big things is cool.
Joel Saxum: Yeah, yeah, it’s just cool. Yeah, it’s just cool.
Allen Hall: Forget about Legos for a minute.
This is cool. In Denmark, this is cool. Yeah.
Claus Beck: You can also feel it from all the colleagues here in R&D that it’s just amazing. So you’re always. Brought up with new tasks. So now we need to develop this. We need to double the size of this. So we need to, what can we do, but we’re already at the limit last time.
Yes, but now we need to move it again. So, so, but that’s very interesting, but it’s always based. You can say on very detailed engineering, because you could imagine that we cannot we need to make it work the first time. So that’s, of course, also what it’s setting the difference between us and an OEM.
So we, we are a little bit more allowed to use technology. Which maybe costing a little bit more because we need to push these limits. So we are not bound to series production when everything needs to be counted down to the smallest dollar. So, it’s we need to make sure it works and our customers are satisfied and they get what they need at the very end and get the tested the equipment out in the field.
So that’s kind of the essence.
Allen Hall: Well, the wind industry cannot grow without R&D Test Systems being out in front. All this new technology we want to have cannot happen unless there’s a test bench equipment and guidance and knowledge at R&D test systems to make sure that this, the new generation of OEM equipment actually works like it’s intended to.
So, for that we’re very appreciative, Claus of all the work that you guys are doing and the effort that goes into it, because if, when you do see it, and when everybody sees this video, you can go to YouTube and watch the size of these components we’re talking about, it’s scary. And it’s amazing at the same time.
So at the wind industry, applauds the work that you guys are doing.
Claus Beck: It’s really nice to be part of this. And it’s amazing. If
Allen Hall: a company hasn’t used your services, I don’t know why they haven’t, but if they haven’t used your services, how do they reach out to R&D test systems and connect with you
Claus Beck: Yeah, we have a homepage, so, rd-as.com. So, here you would find a lot of our services.
And you could say the wind industry is one portion. So we are also in, in aerospace, but you can say the main portion of our work is going into the wind industry.
Allen Hall: If you haven’t checked out R&D test systems, LinkedIn page, make sure you do that because there’s a lot of cool pictures and technology on there on their LinkedIn page.
So check that out also. Claus, This has been amazing. Thank you for taking the time to spend with Joel and me today. It has, we’ve really learned a lot and we’re continually impressed and we’ll see you down the road. I’m sure we’ll see you at the next conferences. We’re coming your way pretty soon.
So hopefully we cross paths.
R&D Test Systems – Pushing the Boundaries of Test Rigs for Massive Wind Turbine Equipment
 For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
For those who struggle with elementary school arithmetic, Trump won the election (50%+ approval) out of more than 150 million votes cast, and now his approval rating is in the low 30s.
That’s ~30 million voters who regret their choices, out of the common American.
Add in the Tucker Carlsons of the world.
Absolutely.
It must be done, because our country is home to some hateful morons who want to see honest, hardworking, taxpaying people with brown skin deported, and their families torn apart.
It wasn’t the American way until recently, but it sure is now.
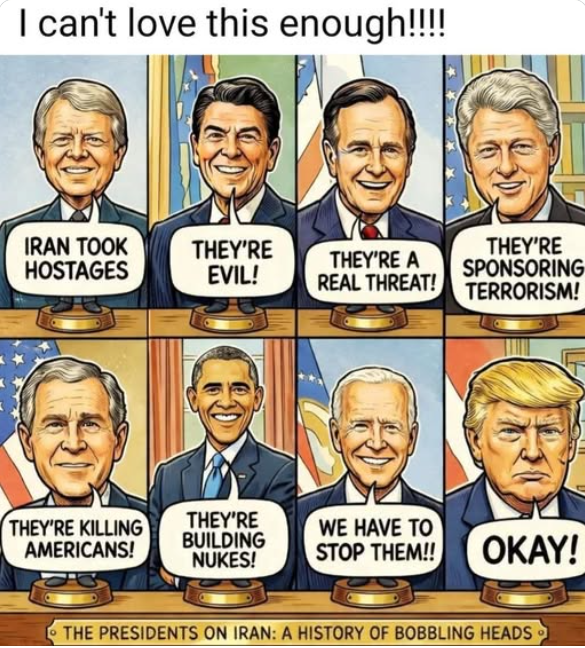 As shown at left, the United States is loaded with people who twist the facts to their liking.
As shown at left, the United States is loaded with people who twist the facts to their liking.

After a Slow Start on Climate, Zohran Mamdani Faces Scrutiny Over Parks Budget and Environmental Promises
Who Loses in the Trump Administration’s $1 Billion ‘Deal’ to Abandon Offshore Wind?
Minneapolis Activists Launch Hunger Strike to Protest Polluting Trash Incinerator
-
Climate Change8 months ago
Guest post: Why China is still building new coal – and when it might stop
-
Greenhouse Gases8 months ago
Guest post: Why China is still building new coal – and when it might stop
-

 Greenhouse Gases2 years ago
Greenhouse Gases2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change2 years ago
Bill Discounting Climate Change in Florida’s Energy Policy Awaits DeSantis’ Approval
-

 Climate Change2 years ago
Climate Change2 years ago嘉宾来稿:满足中国增长的用电需求 光伏加储能“比新建煤电更实惠”
-
Climate Change Videos2 years ago
The toxic gas flares fuelling Nigeria’s climate change – BBC News
-

 Renewable Energy6 months ago
Renewable Energy6 months agoSending Progressive Philanthropist George Soros to Prison?
-

 Carbon Footprint2 years ago
Carbon Footprint2 years agoUS SEC’s Climate Disclosure Rules Spur Renewed Interest in Carbon Credits